
As a building inspector, I frequently encounter relatively new deck or foundation hardware that inexplicably exhibits high levels of corrosion. As most deck builders know, the chemical formulas used for preservatively treated (PT) lumber were altered following the “voluntary industry transition” away from Chromated Copper Arsenate (CCA) in 2003. Most of these new formulas contain much higher levels of copper, resulting in PT lumber that is much more corrosive to metals (see Fighting Fastener Corrosion).

Skip Walker
Located a few miles inland from the coast in California, this deck was built in 2006 using lumber treated with copper azole (CA) to retention levels for above-ground use (UC3B). Note the severe corrosion of the 10-year-old joist hangers.
The manufacturers of PT wood and metal connectors and fasteners have been dancing around the corrosion issue ever since. And while it’s common practice to use hot-dipped galvanized (HDG) hardware with PT lumber, I think that ALL metal fasteners or connectors in contact with high-concentration copper PT lumber in environments that are subject to water or high levels of moisture should be stainless steel. Here’s why.
BRANZ Study
The most common ASTM and AWPA testing methods for fastener corrosion involve the use of test chambers with high temperatures, high humidity, salt compounds, and other factors in order to simulate long-term exposure over a short period of time. This is called accelerated testing, and while useful for quality-control purposes, salt-spray test results don’t really predict how well materials and coatings will resist corrosion in the real world. Meanwhile, there has been little multi-year testing done in real-life weather-exposure situations.
The most extensive non-accelerated study seems to be one conducted by BRANZ (Building Research – New Zealand), a New Zealand nonprofit government-funded construction and building-materials research group. In 2007, BRANZ started a three-year study designed to test real-world behavior of mild steel, hot-dipped galvanized (G185) steel, and stainless steel nails, screws, and flashings in untreated wood and in CCA-, CA-, and ACQ-treated lumber in coastal (severe) and mild/non-coastal environments.
The BRANZ study used a softwood species called Pinus radiata (Monterey pine), which is widely cultivated in New Zealand. This species is largely sapwood, so it is probably most similar to southern yellow pine. Sapwood generally absorbs the chemicals used in pressure treating very well, often achieving penetration levels of 90% to 100%. Chemical penetration in species like Douglas fir, which is largely heartwood, tends to be very poor even when the wood is incised. This causes most of the chemicals to reside in the outer edges of the wood.
New Zealand weather-exposure categories use different designations than the AWPA Use Categories (UC) we are familiar with in the U.S. To simulate worst-case situations and account for wood retention variability, BRANZ had the test PT lumber treated with retention levels 10% above the normal amount for the given use level for that chemical. For example, ACQ lumber rated for ground contact that would normally have a minimum 0.41 pcf retention level was treated to a retention level of 0.451 pcf. So while the BRANZ testing is certainly not 100% apples-to-apples, it is close enough to raise some serious concerns.
Testing
Located a few miles from the nearest salt water and protected from the sea by rolling hills, Judgeford has a generally moderate climate. A second site, at Oteranga Bay, was located just yards from the beach to represent a severe coastal/marine-exposure environment. At each site, a series of wood frames made of untreated lumber and CCA-, CA-, and ACQ-treated lumber were installed using mild steel, hot-dipped galvanized (G185 HDG) steel, and stainless steel nails, screws, and flashing material. The metal components were carefully weighed before assembly and were driven into or attached to the test frames in specific patterns, some horizontally and some vertically. Each test frame had the same pattern of nails, screws, and flashings.
BRANZ
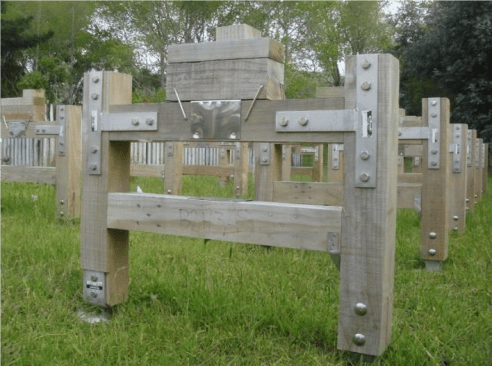
In the BRANZ study, a number of gate-shaped structures were built of CCA-, ACQ-, and CA-treated timbers using mild steel, galvanized steel, and stainless steel hardware commonly used for building and construction. The structures were erected in two locations to evaluate the corrosivity of the various combinations of preservative, environment, and exposure.
At the one-year mark, five nails, five screws, and one flashing of each metal type were removed from test frames representing each wood type. This was repeated at year two. At the year-three mark, the remaining nails, screws, and flashing were removed and sampled.
At the end of the testing, researchers carefully photographed, weighed, and catalogued each of the samples. The before and after weights were tabulated for each component and charted by chemical and wood type. Because we know that corrosion results in material loss, the degree of corrosion correlates directly to the weight loss of the component.
Results
The test results paint a bleak picture. In all cases, accelerated corrosion levels were found in the mild steel and G185 HDG hardware that was in contact with ACQ- and CA-treated lumber. And for CCA-treated lumber, the service life (the length of time the fastener is capable of performing its intended structural purpose) of G185 HDG hardware in the mild (Judgeford) climate was judged to be 8 years, and only 5 years in the severe (Oteranga Bay) environment.
BRANZ
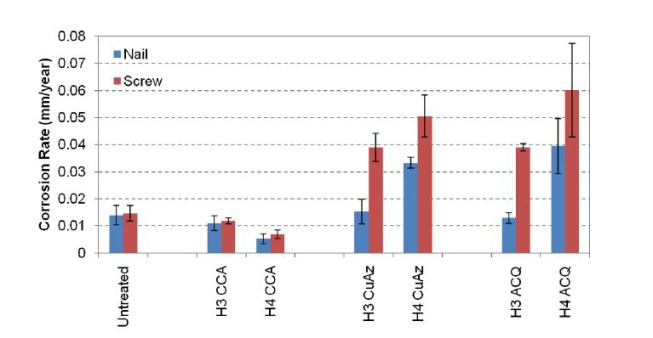
Corrosion rates of zinc-coated fasteners embedded into timbers exposed at Judgeford site for one year.
BRANZ
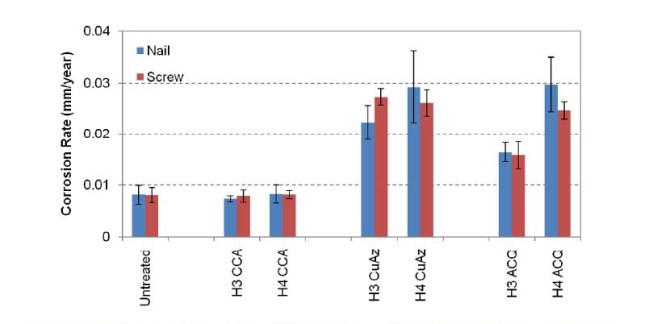
Corrosion rates of zinc-coated fasteners embedded into timbers exposed at Judgeford site for three years (these fasteners were retrieved from the top part of the gate-shaped timber structure; that is, their longitudinal orientation was vertical to the ground).
In the U.S., of course, CCA-treated lumber hasn’t been available for residential use since December 2003; more often than not, decks are framed with CA- and ACQ-treated lumber, which has higher copper content and is therefore more corrosive. In the study, it was found that corrosion rates for G185 hardware in ground contact (roughly equivalent to UC4A) ACQ were accelerated by a factor of 3.3 to 3.8 times compared with the same hardware in CCA-treated lumber. With mild steel, the corrosion rate increased by a factor of 6.4.
According to my calculations, if G185 HDG nails in CCA-treated lumber have a service life of 8 years, then G185 HDG nails in ground-contact-rated ACQ would have a service life of between 2.1 and 2.42 years in a mild climate.

BRANZ
HDG nails that were embedded in ACQ-treated timbers at the inland study site at Judgeford didn't show significant corrosion on the nail heads.
In a severe environment, G185 HDG nails that have a service life of 5 years in CCA-treated lumber would have a service life of between 1.31 and 1.51 years in ground-contact ACQ-treated lumber. And while these numbers sound bad, bear in mind that 3.3 to 3.8 was the mean; there were individual cases in which the increase in corrosion was up to 10 times the CCA rate. In a severe coastal environment, the projected service life of a G185 HDG fastener in UC4A ACQ-treated lumber could be as short as 16 to 18 months. And in even a mild environment, the projected service life of that same nail might be as short as 25 to 29 months.

BRANZ
But note the severe formation of iron-rich red rust on the shafts of the nails. These are HDG nails that were embedded in ACQ-treated timbers at the inland study site at Judgeford for three years.
As noted earlier, the wood used in the study was primarily sapwood. In cases where heartwood is used, we could reasonably expect corrosion to be worse with metal connectors and on the portions of the fasteners in contact with the perimeter areas of the wood. This is because with sapwood, the chemicals are more uniformly distributed in the entire piece of wood. With heartwood, however, the same quantity of chemicals is concentrated in the perimeter of the wood member. Even with incised wood, most of the chemicals do not penetrate very deep into the wood. This means the chemical concentrations would be much higher on the perimeter, and the corrosion rates would be correspondingly higher as well.
Another takeaway from the BRANZ testing is that the nail and screw heads showed little damage. Almost all corrosion was on the nail shanks and screw threads—where you can’t see it. So everything may look fine when it’s really not.

BRANZ
This zinc-coated screw was retrieved from ACQ-treated lumber after two years of exposure at the Judgeford site. It was frequently observed that the heads of fasteners were in much better condition than the shafts.

BRANZ
While the head of this screw looked intact, the shaft was covered with heavy iron-rich rust, indicating that the zinc coating had been seriously damaged.
Interestingly, in 100% of the test cases, stainless steel showed no measurable levels of material loss in either the mild or severe environments, with all fastener types and against all chemical formulations. In other words, the only material that actually resisted corrosion is stainless steel.
Sick Nail Syndrome
When metal embedded in wood corrodes, the resulting oxides create acids that damage the adjacent wood fiber structure. This condition, called Sick Nail Syndrome, has been a recognized issue in wooden boatbuilding and dock construction for years. As the wood fiber structure is damaged, it softens. Corrosion of the fastener combined with localized deterioration of the wood causes a loss of strength in the joint and reduces structural integrity of the assembly.

BRANZ
Iron and hydroxyl ions released from corrosion chemically attack the cellulose components in wood and cause loss of strength and structural integrity of the joint. This is ACQ lumber embedded with a zinc-coated screw and exposed at Judgeford for three years.

BRANZ
Note how much less black staining there is on this sample, which is CCA-treated lumber embedded with the same fastener in the same location for the same amount of time.
The damaged wood that surrounds the nail will usually be stained black. Think about how many times you have seen black stains around the nail heads on shear panels in a crawlspace. This process is accelerated when the wood is wet. It is further accelerated when dissimilar metals are present – such as where mild steel or HDG screws and nails are in contact with the copper in ACQ- or CA-treated lumber.
A Bigger Problem?
When people talk about corrosion problems, the focus is usually on larger-diameter bolts, such as might be used to fasten a house to a foundation or a deck ledger to a rim joist. Conventional wisdom says that corrosion will take forever to rust a bolt to the point of failure, but this isn’t necessarily true. The corrosion does not have to eat through the entire bolt—it only needs to degrade the threads, and once the threads have been compromised, the nuts will simply pull off under stress. In coastal areas near me, it is not uncommon for a bolt on a deck to corrode so severely that it splits the post, necessitating replacement of the wood and the metal connectors.

BRANZ
After 3 years of exposure in an inland environment, mild steel nuts exhibited considerable surface corrosion, but were still structurally functional.

BRANZ
The same mild steel assembly after three years in a severe marine environment, which is more corrosive thanks to the salt-laden air.
As an inspector, I’ve seen that many decks and balconies are built improperly to start with. Compound improper construction with the corrosion problems identified in the BRANZ study and you have a recipe for disaster. Sadly, it seems that most structural engineers and contractors don’t seem to grasp the magnitude of this issue. Yet the statistics are clear—when an elevated deck or balcony collapses, 75% of the people on it will be seriously injured or killed.
And accelerated corrosion is not just a residential problem limited to decks. Accelerated corrosion issues can potentially be found in any wood-framed single- or multi-family home or commercial structure built after 2003. Corrosion is accelerated in coastal, damp, or high-humidity conditions, and when corrosion-degraded structural connections are put under stress, failures can occur. The stress can be from an earthquake, a tornado, a hurricane, or a group of friends and family socializing on a deck or balcony, but no matter the source, the result can be catastrophic.


