
Many exterior contractors know the crucial role that sheet metal can play for creating effective flashings, drip edge, and even trim. With a sheet-metal brake on site, you can save time and money by custom making or reproducing the shape you need.
Brakes are fairly simple machines. The sheet metal slips into the throat of the brake where an upper jaw clamps it firmly in place.
A lower jaw pivots on a continuous hinge to bend the material to the desired angle. Shapes are created by making a series of predetermined bends in a specific sequence.

The sheet metal slips into the throat of the brake where an upper jaw clamps it firmly in place.

The lower jaws lift and bend the material to the desired angle.
Brakes can range in length from 2 to 14 feet and have a throat capacity of up to 18 inches. Many manufacturers make brakes, but the different brands all function similarly. These handy machines are portable and set up on a jobsite in minutes.
While the basics of using a brake are pretty straightforward, there are nuances to using one successfully. Perhaps the biggest challenge is visualizing the shape you need to form and then sorting out the order in which the bends need to occur, especially when you’re working with a material that has a finished face.

The depth of the throat determines the width of the material that can be bent.

To avoid confusion, clearly mark the finished face on the material to be bent.
Choosing the Right Brake
If you are looking to add a brake to your tool arsenal, select one sized to fit the type of work you do most often. Roofers can often get away with shorter brakes because much of their custom bending work is chimney flashing, for which the pieces aren’t terribly large. Siding contractors, on the other hand, work with longer pieces, so they generally prefer longer brakes. The trade-offs for the additional length are big increases in weight and cost. As an example, I recently priced both a 4-foot 6-inch brake and a 12-foot 6-inch brake in the same series from the same manufacturer. The shorter brake weighed 63 pounds and cost $940, while its big brother tipped the scales at 153 pounds and cost almost $1,600.
Length isn’t the only consideration with a sheet-metal brake. Some manufacturers also offer brakes with deeper throat capacity, which may be necessary for certain applications, such as forming standing-seam roofing panels. There are also larger, heavier-duty models suited to working with heavier-gauge metals like galvanized and stainless steel. Most contractors, however, only need to bend standard soft aluminum stock (up to .030 inch thick) or lightweight (up to 16-ounce) copper, so a standard-duty brake should work just fine.
Materials for Forming in a Brake
There are three basic materials that I form on a brake: aluminum, copper, and bendable PVC. These products always have a finished face, so handle them accordingly. Aluminum is particularly susceptible to scratching and denting if not handled carefully, while the oils from your hands can discolor copper. The metals also have sharp edges, so I always try to wear gloves when handling them—both to protect the material and to keep it from slicing up my hands. I also avoid dragging material across anything rough, such as a debris-laden worktable or even a lawn, that could mar the surface.
Aluminum is the material that I bend most often. I bend it to make flashing, fascia, and many other profiles, including window cap and door trim. Aluminum comes in a variety of widths, colors, thicknesses, and finishes. In our area in the Midwest, it is commonly available in 24-inch-wide by 50-foot-long rolls.
For exterior brake work, I use a minimum of .019 or .022 thickness (.024 is even better, if available). Lighter-gauge aluminum can be more difficult to work with, and it is more susceptible to “oil canning,” or deforming, after the material is installed. Heavier-gauge aluminum is also available, but this material (often referred to as gutter stock) is thicker than needed for most residential jobs, and the thicker stock may require a heavy-duty brake for forming.
Aluminum stock usually comes prefinished, with either the same or a different color on each side and with either a painted or a PVC-coated finish. Some contractors claim that a PVC coating makes the material more scratch resistant, while others say the thin PVC coating can crack and chip off during forming—especially in colder weather.
One note of caution: Never put aluminum in direct contact with treated lumber. The chemicals used in the process of pressure treating wood can cause the aluminum to degrade. It is also wise to isolate aluminum from materials that have a high alkaline content, such as fresh mortar and concrete. And because salt can lead to serious corrosion, it’s a good idea to avoid using aluminum in areas close to salt water.
Copper is sold by weight (ounces per square foot of material) instead of thickness, and it bends well in brakes. Copper is commonly used for flashing, especially on roofs and around chimneys. Typical weights for copper in residential work range from 16 ounces to 24 ounces. Most good-quality brakes can handle 16-ounce copper, but always check the recommended capacity of your machine before attempting to form any material.
I’ve also noticed that because of its thickness, copper puts extra wear and tear on the brakes we use. As a result, we have less time between “tune-ups” and we need to more frequently replace various parts on the tool that can wear out.
PVC is favored over aluminum by many contractors (particularly in coastal regions), but it can be quirky to work with. My company prefers to use PVC (sometimes referred to as “bendable vinyl”) to make rigid sill pans for windows and doors. While durable, metal pans can create a thermal bridge between interior and exterior surfaces, which can lead to condensation on interior surfaces in colder climates. On the other hand, PVC doesn’t conduct heat as readily, and because joints in PVC can be glued instead of soldered, I usually choose PVC ahead of metal for sill pans.
Another advantage to PVC is that it does not react to the chemicals in treated lumber, so it’s a good choice for shapes such as deck-ledger flashing.
PVC coil stock isn’t as susceptible as the other types of coil stock to damage from rough handling, but bending it does require a slightly different approach. First of all, PVC does not “score and snap” like the metal coil stock that we bend. Instead, you need to score all the way through the material when cutting it to width, which requires a firm, steady hand to keep the blade from drifting away from the brake’s jaws. Cutting PVC stock requires multiple passes with the knife before it separates from itself.
In addition, because PVC has “material memory” and springs back slightly when bent, we usually need to lift the brake’s hinged jaw multiple times to bend the material to the desired shape. This material memory also prevents PVC coil from being hemmed (bent back on itself).
Setting up Shop
Brakes work best when set up on accessory stands, placed on sawhorses, or semi-permanently mounted to a bench inside a truck or trailer. My company chose the latter, both to keep the tool out of the weather and to make it less visible to thieves. However you choose to set it up, place the machine at a comfortable working height and provide enough room to feed material in and out of the jaws. I also try to set up a worktable or some other space nearby for laying out material and for storing finished components before installation.

Spring clamps help to keep rolls of aluminum stock under control.
Working with coil stock can be like wresting an octopus, especially on a windy day. To combat this, I try to keep the coil confined in its original box for as long as possible. Rather than ripping the box open and removing the coil, I often cut a slot along one corner of the box and use it for dispensing the coil stock. Be careful when cutting the box to avoid scratching the stock.
If I do need to remove the entire coil from the box, I immediately clamp the loose end to the coil with a spring clamp to prevent it from unspooling. I also keep several spring clamps handy to clamp finished pieces to the worktable as they come out of the brake, before the wind can take them away.
Getting Ready to Bend
No matter what material or shape I’m forming, my approach is the same. On a piece of paper, I first write the dimensions for every part of the shape and then add those numbers together to give me the overall width of the stock that I’ll need.
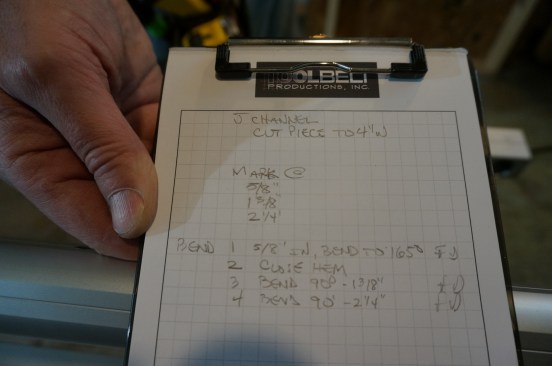
Map out the bends for every shape and total up the dimensions.
If the shape I’m making is too wide or too complex for my brake, I try to break it down into smaller, more-manageable sections. For example, a wide frieze typically has several projecting layers, so I usually start at the bottom and form stock for each vertical face of the frieze, being sure to create interlocking overlaps where each layer meets the next.
Whenever I’m asked to make a shape to cover wood (known as capping), I keep in mind that the shape I form will likely be straighter than the wood it’s covering. For this reason, I always leave a little extra room at each bend so the shape can “float” over the wood. Achieving a skintight fit between the two materials is not the objective; attempting to do that would cause a lot of frustration if the wood prevented the stock from lying flat.
By the way, capping is notorious for causing rot in the wood that it covers, so whenever I do cap wood with sheet metal, I always add weep holes to help drain away any moisture from behind the metal.

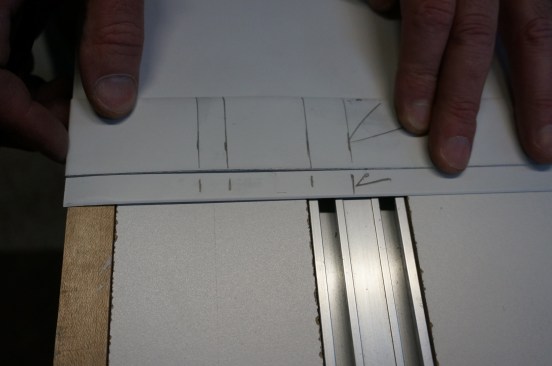
Mark the dimensions on one end of the stock and then fold the piece over on itself to transfer the dimensions to the other end.
Short slits with tin snips register the dimensions on both ends of the stock.
Once I know the total width of the material I need for the shape, I transfer the bending-point measurements to the stock. When I have only one or two pieces to make with the same shape, I don’t measure and mark both ends of every piece; instead, I mark the measurements on one end, fold the coil onto itself end-for-end, and transfer the marks to the opposite end. Of course, the marks end up on opposing faces, so I then hold the pieces together and make a small slice at each mark with tin snips, transferring the marks from one face to the other while raising small tabs on the stock. These cuts should be no more than 1/2 inch long. The tabs act as positive stops to register the stock accurately in the brake. The obvious drawback to this method is that the face of the stock is marred by the slits, but that shouldn’t be an issue if the pieces get trimmed to length or if the ends overlap or are concealed during installation.
If I need to make multiple pieces at the same shape, I make what is known as a “hook strip,” which is essentially a mini story pole for the shape. I start with a piece of aluminum stock about 2 inches wide and cut it to be as long as the overall width of the profile, plus a couple of extra inches. I fold one end of the strip around the edge of a piece of coil to create a hook that’s about an inch long and square to the edge of the strip. Measuring from the hook end, I mark out all the bending points and the overall width of the shape on the hook strip.

A hook strip is helpful for marking multiple pieces. Mark the dimensions on the strip.
Then hook the strip over the stock to transfer the marks.
When I’ve cut the stock to length, I slip the hook strip over each end and transfer the cutting and bending marks to the piece. I usually use a pencil for marking aluminum and PVC, but I generally prefer a fine-point permanent marker when working with copper.
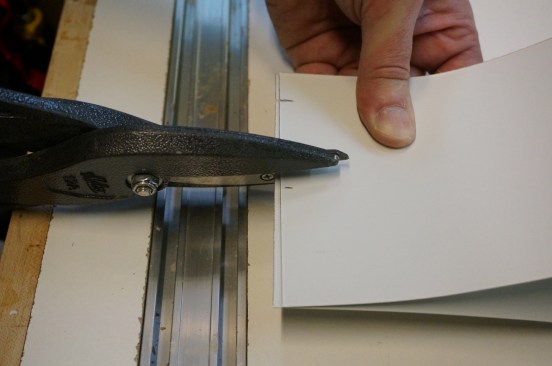
After I’ve laid out the bending points for the shape, I shear the material to width by clamping the stock with the cut line or the tab registering against the upper jaw of the brake at both ends of the material. Using the edge of the upper jaw as a guide, I score across the material with a sharp utility knife (11). I score from both ends and pull the knife towards the middle. Cutting from either end towards the middle prevents overcutting, which can damage the surfaces of the brake. Multiple passes are often required to score the material deep enough to break cleanly.

Score stock by clamping it and running a knife along the fence.
After scoring the material, I bend it up to between 45° and 60°, and then I push it back down until it’s almost flat. I repeat the process until I hear a snap and the piece breaks off.
Bending 101
When I’m ready to create a shape, I first decide how to orient the material in the brake so that the proper side faces out on the finished piece. Because the tool bends material in only one direction (upwards), I review the bending sequence to make sure the material’s finished side is facing out. I clearly mark the face and the back of the stock in pencil, and next to every bending point I indicate in shorthand whether the bend should be made with the face up or down (12). (By the way, any marks made lightly in pencil should wipe off easily with a damp rag and mild cleaner). Here are the types of bends and some simple shapes we make.
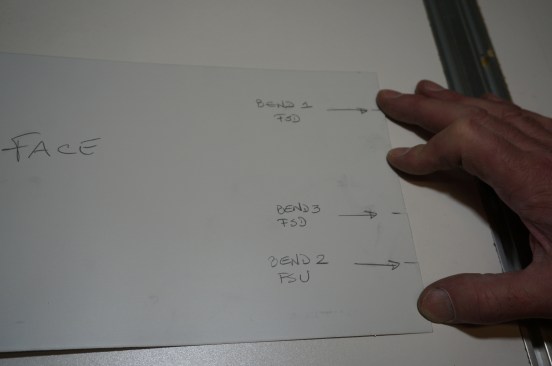
Always map out the bends on the stock before you begin the bending process.
90° bends and 45° bends. Judging exactly how far to make a bend can be confusing. The easiest way for me to remember is that the lifting handles for operating the brake’s lower jaw are always perpendicular to the floor when in the “relaxed” or 0° position. To make a 90° bend, simply swing the handles up a quarter arc until they are parallel with the floor.

The two most common bends are the 90° and the 45°. The handle in the relaxed position is 0°.

Bring the handle parallel to the floor for a 90° bend.
A 45° bend is similar to a 90° bend, but rather than swinging the handles to the parallel position, stop midway between perpendicular and parallel points of the arc. With practice, a brake operator can quickly and accurately eyeball the approximate angle being bent. If you’re not comfortable judging angles, some manufacturers offer an accessory angle gauge that attaches to the tool and displays the degree of the bend, much like the bevel scale on a miter saw. This relatively inexpensive device can be helpful when you’re working to tighter tolerances or with materials like copper that are less forgiving of over- or under-bending.

Halfway to parallel for a 45° bend
Over-bending and under-bending. Depending on the shape you are forming and how it will be used, bending either slightly past or slightly shy of a specific intended angle can often help with the installation of the material. An example of an overbend would be pieces of coil stock bent to fit around a square column. Just as back-beveling the abutting edges of wood components creates a tight corner fit, over-bending—or bending the material slightly past 90°—allows the pieces to be slightly wider than the underlying column surfaces for an easy fit, while letting them snap into position. The spring force from over-bending keeps the seams tight and makes them less conspicuous. Underbends can be used on inside corners such as step flashing, or they can add slope to drip cap.

“Hem” is the term used to describe material that’s bent back on itself to make a finished edge. Hems are often part of another shape, such as this drip edge.
A hem refers to folding the material fully back onto itself. It not only provides a clean, straight edge that’s free from burrs, but it also adds rigidity to a formed piece. A hemmed edge can help prevent oil-canning, especially on longer or wider pieces of aluminum, such as fascia or frieze boards. To form a hem, make a mark 1/2 to 1 inch from the edge of the material, place it face down in the brake, and swing the handles as far as possible, which usually creates about a 160° bend. Unclamp the material and place the hem (which is still open) in the hemming slot located along the front edge of the tool. Clamping the upper jaw onto the stock then closes the hem.

A drip edge consists of a 90° bend, a hem, and a 45° bend.

Make the 90° bend first, then make the two bends to form the hem.
Drip edge, which directs water away from fascia and rake boards, might look intimidating in cross section, but it’s easy to bend. I begin by marking the width of the “up-roof” leg, followed by the hem part that projects out past the fascia. Then I mark the vertical part of the drip edge, and finally, the kick at the bottom. I first make the 90° bend for the vertical leg with the finish face up.
Next, I flip the piece over and make the first bend for the hem. I reverse the piece end-for-end to close the hem and then bend the 45° kick at the bottom of the vertical leg.

The second bend closes the hem.

Finally, add the 45° bend for the kick out along the bottom edge of the drip edge.

J-channel is a simple shape with two 90° bends.
J-channel, a type of accessory trim shaped like a “J,” creates a pocket for the ends of siding to tuck into. To form J-channel, form a hem, followed by two 90° bends.

A drip edge uses two 90° bends, with a hem to strengthen the finished edge.

On this modified drip cap, under-bending the leg that attaches to the wall adds a drainage slope.
Drip cap is flashing that diverts water around wall interruptions such as window trim, deck ledger, or water table. Most building-supply houses sell preformed drip cap, but these pieces are usually flimsy and not the correct dimensions for most applications. Because drip cap is easy to make—it requires just two 90° bends—I form most of it for our projects. Some modified drip caps include an overhanging hem; for this variation, I usually under-bend the leg that goes behind the siding to give the shape a slight slope for shedding water.

Casing shapes are also possible with a brake. This flat casing with a nailing flange is three 90° bends.
Flat casing is U-shaped in cross section, although some installers add an additional flat leg on one side as a nailing flange to minimize exposed fasteners. Only three 90° bends are required to make this shape.


