
0600AN1
Ready-mix plants all around the country sell hundreds of different concrete mixes. Fine-tuning your mix and your techniques can get pretty complicated. But you can usually do good work if you just grasp the essentials.
Because I’m covering the basics here, I may oversimplify a few points. Experts in the industry could point out exceptions to many of the general statements I may make. But by and large, the ideas I’m about to explain hold true.
The 10-20-30-40 Rule
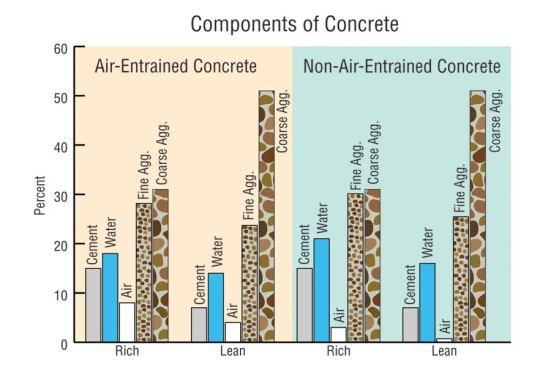
Let’s start by discussing the essential ingredients of concrete. A typical concrete batch, by volume, contains roughly 10% cement, 20% water and air, 30% sand, and 40% gravel. The exact proportions vary up or down a little, but 10-20-30-40 is a good rule of thumb.
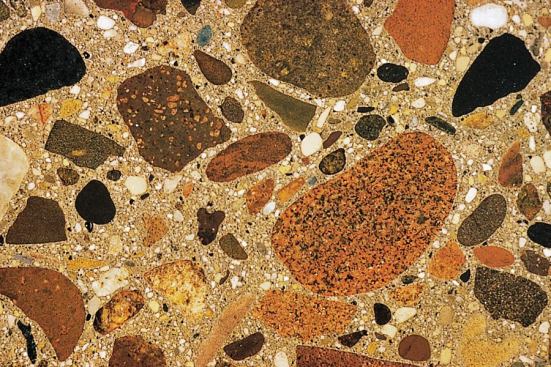
So 70% or more of any concrete structure is nothing but sand and gravel. That’s very cost-effective: Good aggregate is actually stronger than cement, and much cheaper. The main idea when you make concrete is to use as much aggregate as practical, with just enough cement paste to glue the mix together.
To achieve this, you want a “well graded” sand and gravel mix (containing roughly equal proportions of the various aggregate sizes, from large gravel on down to medium or fine sand). That way, the smaller particles fill in the void spaces between the larger chunks, so that there is very little void left to fill with cement paste.
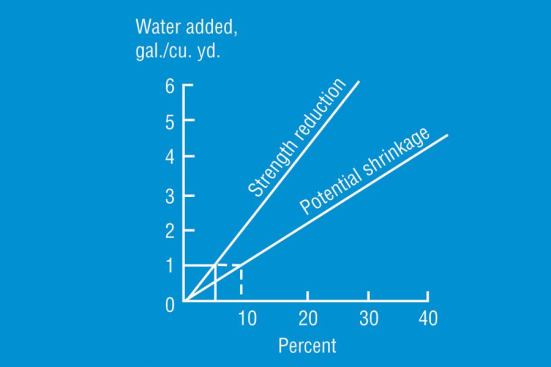
When you pump concrete, the stone shouldn’t be too big – 3/4-inch gravel is a typical maximum for pumped concrete. But if you’re taking your mix straight off the chute, gravel as large as 1-1/2 inches should give you no trouble, and large aggregate is actually a good thing to have. For one thing, it helps reduce shrinkage. A lot of shrinkage happens when water evaporates out of the cement paste – which means the more stone and sand there is, the less overall shrinkage. Also, large chunks of gravel interlock against each other, which helps restrain shrinkage.
There’s another benefit to large aggregate. The larger the particles you use to get well-graded aggregate – the bigger the gravel and the coarser the sand – the less water and cement your mix will require to begin with. This is because it takes less fluid to coat big particles than to coat little particles. A mix that uses less cement is more economical; and other things being equal, lower water demand will mean better concrete.
We’ll get back to the water, but first let’s consider cement. In the mixing truck, the cement and water form a paste. After you place the mix in the forms, the water and cement react together chemically (hydrate) to form a solid matrix. This hydration reaction (which also generates heat) binds the sand and gravel into a hard mass.
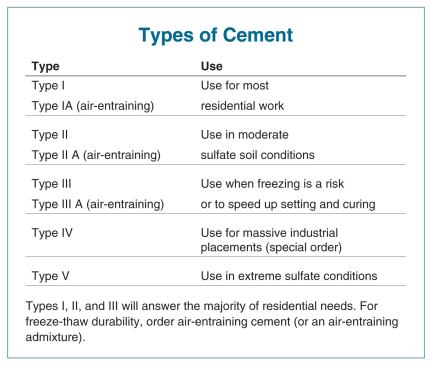
There are five main kinds of cement on the market, known as Type I through Type V. If you include the air-entraining varieties of Types I, II, and III, there are eight types; but air-entraining cements are less common now that there are air-entraining admixtures that we can use instead.
Probably 90% of the cement sold in the U.S. is either Type I or Type II. Standard Type I cement is good for almost every residential purpose, except where soils and ground water contain sulfates that can attack concrete. In sulfate areas (mainly out West), Type II is used because it’s sulfate resistant. Type V, the cement with the highest sulfate resistance, may be necessary where extreme sulfate conditions exist.
Most ready-mix plants don’t stock Type IV cement, and a residential builder would probably never need it. This “low heat of hydration” cement is used for massive industrial placements like big dams, where the heat buildup in a large volume of concrete could create problems.
But Type III cement, the “high early” variety, is common. Residential contractors often call for it when rapid strength gain is important – either because the schedule is tight or because there’s concern about freezing. You can also achieve high early strength by just adding more cement to the mix – say, an extra 100-pound bag per yard – or by using an accelerator like calcium chloride. (In my part of Minnesota, where summers are short and winters are cold, we’ll often do all three: use Type III cement, add an extra bag of cement per yard, and also add some accelerator.)
Air-Entrained Concrete
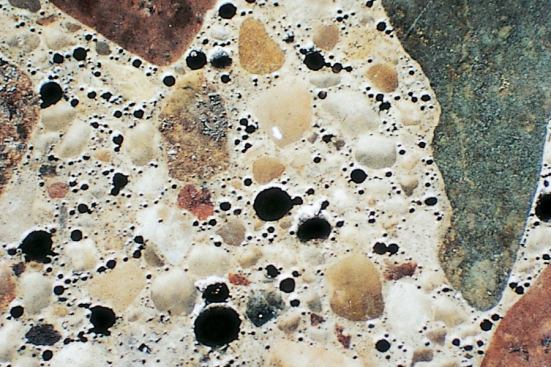
For most residential work, some amount of air entrainment is essential for long-term freeze/thaw resistance. Air-entrained concrete has billions of microscopic air bubbles mixed into it. If you order air-entrained concrete, your concrete supplier will either use air-entraining cement or add an air-entraining admixture at the batching plant. The mixing action of the truck blends air into the concrete, while the admixture helps the tiny bubbles hold their shape.
When the concrete sets up and hardens, the little air voids give excess water in the concrete space to expand when it freezes. Air-entrained concrete can hold up over many more freeze-thaw cycles than non-air-entrained concrete. By the time fresh concrete reaches a strength of 500 psi (usually within a day or two), the air entrainment is well enough developed that the concrete can withstand freezing.
Entrained air bubbles are very small – mostly between a tenth and a hundredth of a millimeter. Air bubbles larger than a millimeter are not “entrained” air, but “entrapped” air. Entrapped air is not very helpful, and you can mostly get rid of it by rodding, spading, or vibrating the wet concrete as you pour. That consolidation process still leaves the little entrained air bubbles intact.
In Minnesota, we commonly use 6% or even 8% air in a slab designed for outdoor use, or when a freeze might hit before a basement is closed in. A 2% or 3% entrained-air mix is a good precaution, even in moderate climates.
If you think your slab won’t ever see freezing, you can do without air entrainment altogether. But the lubricating effect of the little bubbles in the wet mix, which acts to make the concrete more workable with a lower water content, is a good enough reason by itself to use air-entrained concrete most of the time.
Air entrainment affects the art of finishing slabs. The tiny air bubbles increase the buoyancy of the paste, and slow the upward movement of bleed water. This can influence your finish timing: Where you’d ordinarily wait for bleed water to evaporate before troweling the surface, you may not even see bleed water on an air-entrained slab. Don’t be too quick to jump on the slab, though: That water’s still there under the surface, and some of it needs to evaporate out. Otherwise, you can trap the water under a hard-troweled skin, where it may build up and cause scaling later. If you’re just broom-finishing, no problem, of course.


